| 品牌 : | 骏雄机械 | 型号 : | JX-36 |
| 售后服务 : | 整机保修1年 | 数控机床分类 : | 数控车床 |
| 主电机功率 : | 3.7/5.7KW | 运动方式 : | 点位控制 |
| 主轴转速范围 : | 4000rpm | 刀具数量 : | 8 |
| 控制方式 : | 开环控制 | 控制系统 : | 新代 |
| 布局形式 : | 卧式 | 动力类型 : | 液压 |
| 用途 : | 金属成型 | 适用行业 : | 通用 |
| 床身 回转直径 : | 200mm | 滑板上 回转直径 : | 200mm |
| 主轴鼻端形式 : | TSOA2-5 | 加工精度 : | IT6 |
| 床身导轨总宽 : | 500mm | 椭圆度 : | 0.005 |
| 镗刀杆直径 : | 20 | 主轴通孔直径 : | 56 |
| 拉管通过直径 : | 45 | 主轴换挡方式 : | 伺服无极变速 |
| 刀架形式 : | 排刀 |
率双主轴双通道数控车床介绍:
●机床配备副主轴及副刀架,实现工件旋转对接进行二次加工,减少二次装夹时间
●系统配备双通道功能,实现正副主轴同时加工,免除二次加工麻烦,大大提高生产效率
●可配备全自动送料机及产品收集装置,实现全自动化生产管理
●机床传动部分采用台湾知名品牌HIWIN/PMI的高精度P3级滚珠丝杆,并采用35型直线导轨刚性更强。
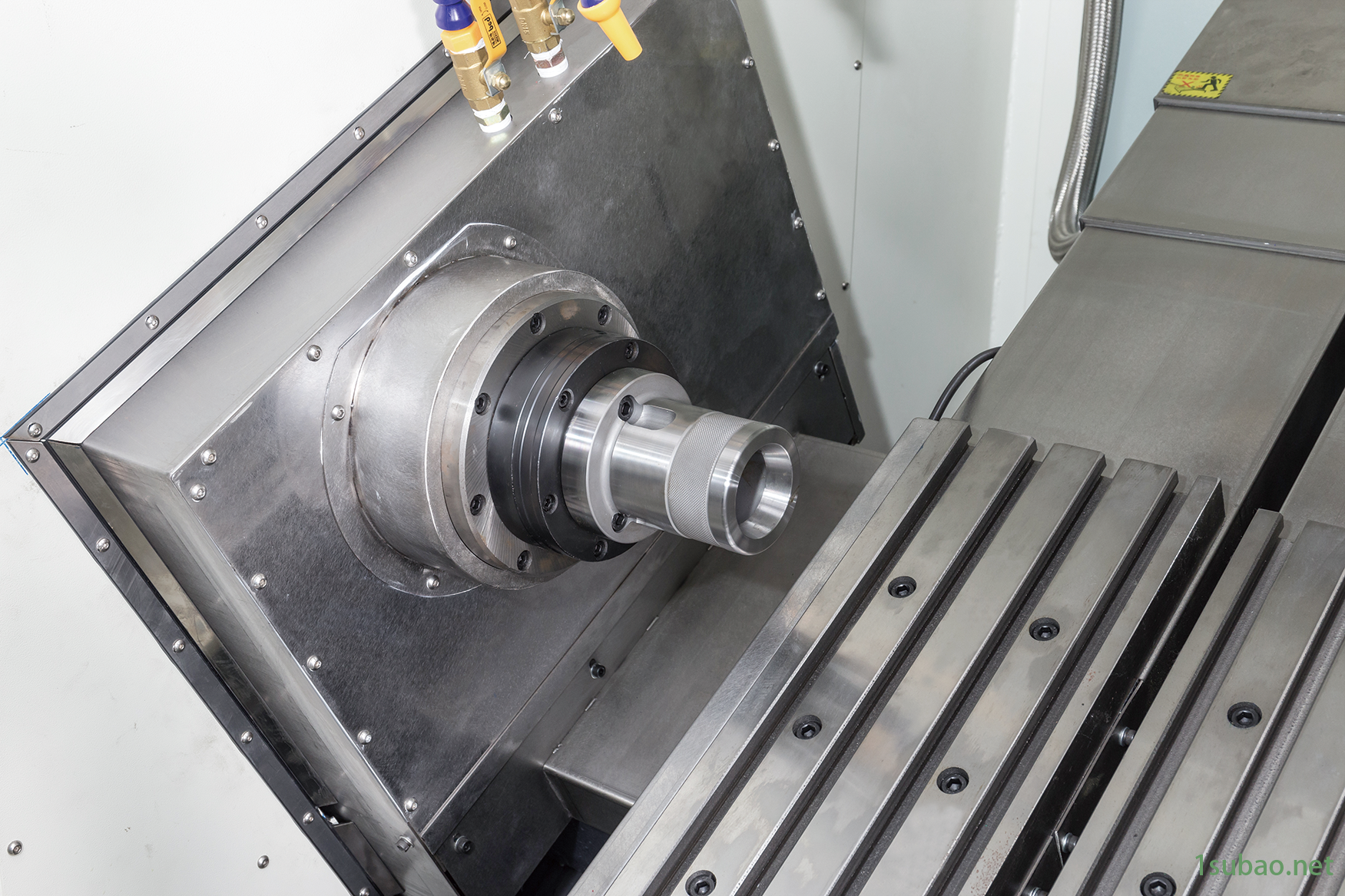
●主轴采用台湾高精密主轴,主轴法兰可直接安装∮160三爪自定芯油压卡盘或其他弹性夹头。
●主轴电机采用伺服电机,性能更加优化。
●主要配件采用日本、台湾等进口配件。

数控铣床切削加工具有高速、 的特点,与传统双主轴双通道数控车床加工相比较,数控铣床对切削加工刀具的要求更高,铣削刀具的刚性、强度、耐用度和安装调整方法都会直接影响切削加工的工作效率;刀具的本身精度,尺寸稳定性都会直接影响工件的加工精度及表面的加工质量,合理选用切削刀具也是双主轴双通道数控车床加工工艺中的重要内容之一。1.孔加工刀具的选用:1)数控机床孔加工一般无钻模,由于钻头的刚性和切削条件差,选用钻头直径d应满足l/d≤5(l为钻孔深度)的条件。2)钻孔前先用钻定位,保证孔加工的定位精度。3)精铰孔可选用浮动绞刀,铰孔前孔口要倒角。4)镗孔时应尽量选用对称的多刃镗刀头进行切削,以平衡径向力,减少镗削振动。5)尽量选择较粗和较短的刀杆,以减少切削振动。2.铣削加工刀具选用:1)镶装不重磨可转位硬质合金刀片的铣刀主要用于铣削平面,粗铣时铣刀直径选小一些,精铣时铣刀直径选大一些.。

数控机床机械手自动送料能模仿人手和臂的动作,用来安装固定程序抓取、搬运物件或操作工具的自动操作装置。上下料双主轴双通道数控车床将代加工的工件送到机床的加工位置上和已加工工件从加工位置上取下来的自动或半自动的机械装置。数控机床上下料机械手用于效率高、时间短、工件装卸频繁的双主轴双通道数控车床,能大幅度的提高生产效率,能代替繁重的劳动来实现生产的自动化和机械化。桁架数控机床机械手由主体、驱动系统和控制系统三个基本部分组成。按机器人结构分类为直角坐标型,机械手沿二维直角坐标系移动。主体部分通常采用龙门式结构,由y向横梁与导轨、z向滑枕、十字滑座、立柱、过渡连接板和基座等部分组成,z向的直线运动皆为交流伺服电动机通过蜗轮减速器驱动齿轮与y向横梁、z向滑枕上固定的齿条作滚动,驱动移动部件沿导轨快速运动。移动部件为质量较轻的十字滑座和z向滑枕,滑枕采用由铝合金拉制的型材。横梁采用方钢型材,在横梁上安装有导轨和齿条.
![]()