




老款x62w*铣床电路图-全新X6132卧式铣床价格优惠中 山东铣床企业规模大的有几家? 滕州扬力作为生产厂家荣升铣床销售排行榜企业明星
X6132*铣床一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮乖、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。铣床在工作时,工件装在工作台上或分度头等附件上,铣刀旋转为主运动,辅以工作台或铣头的进给运动,工件即可获得所需的加工表面。由于是多刀断续切削,因而铣床的生产率较高。
| X6132*铣床主要技术参数 | X6132*铣床 | X6132B卧式铣床 |
| 主轴孔锥度 | 7:24 ISO50 | 7:24 ISO50 |
| 主轴中心线至床身垂直导轨的距离(mm) | 30-350 | 30-350 |
| 主轴中心线至悬梁的距离(mm) | 155 | 155 |
| 主轴孔径(mm) | 29 | 29 |
| 工作台zui大回转角度 | ±45° | ±45° |
| 主轴转速范围(rpm) | 30~1500 (18 级) | 30~1500 (18 级) |
| 工作台面尺寸(mm) | 1325×320 | 1600×400 |
| 工作台行程 纵向/横向/垂向(mm) | 700(680) 255(240) 320(300) | 900(880) 255(240) 320(300) |
| 工作台进给范围 纵向/横向/垂向(mm/min) | 18级23.5-1180 23.5-1180 8-394 | 18级23.5-1180 23.5-1180 8-394 |
| 工作台快速移动速度 纵向/横向/垂向(mm/min) | 2300/2300/770 | 2300/2300/770 |
| 工作台“T”型槽 槽数/宽度/间距(mm) | 3/18/70 | 3/18/70 |
| 主电动机功率(kw) | 7.5 | 7.5 |
| 进给电动机功率(kw) | 1.5 | 1.5 |
| 机床外形尺寸(长x宽x高)(mm) | 2294×1770×1665 | 2294×2050×1665 |
| 机床净重(Kg) | 3200/3300 | 3400/3500 |
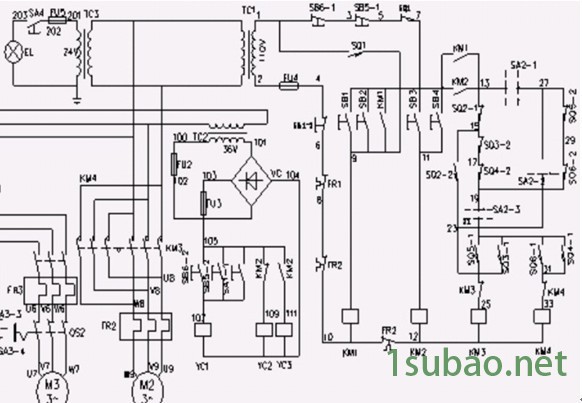
X62W型*铣床控制电路图
控制电路由控制变压器TC1提供110V的工作电压,FU4用于控制电路的短路
保护。该电路的主轴制动、工作台常速进给和快速进给分别由控制电磁离
合器YC1、YC2、YC3来完成,电磁离合器需要的直流工作电压是由整流变
压器TC2及整流器VC来提供的,FU2、FU3分别用于交、直流电源的短路保
护。
1.主轴电动机M1的控制
M1由交流接触器KM1控制,在机床的两个不同位置各安装了一套启动和停
止按钮:SB2和SB6装在床身上,SB1和SB5装在升降台上。对M1的控制包括
主轴的启动、制动、换刀制动和变速冲动。
①启动:在启动前先按照顺铣或逆铣的工艺要求,用组合开关SA3预定M1
的转向。
按一下SB1或SB2→KM1线圈通电并自锁→主轴电动机M1启动运行,标号(7
-13)闭合→确保在M1启动后M2才能启动运行。
②停机与制动:按下SB5或SB6→KM1线圈断电,电磁铁YC1通电→主轴电动
机M1停止并制动。制动电磁离合器YC1装在主轴传动系统与M1转轴相连的
传动轴上,当YC1通电吸合时,将摩擦片压紧,对M1进行制动。停转时,
应按住SB5或SB6直至主轴停转才能松开,一般主轴的制动时间不超过0.5s
。
③主轴的变速冲动:主轴的变速是通过改变齿轮的传动比实现的。在需要
变速时,将变速手柄拉出,转动变速盘调节所需的转速,然后再将变速柄
复位。手柄复位时,瞬间压动行程开关SQ1,手柄复位后,SQ1也随之复位
。在SQ1动作瞬间,SQ1的常开触点先断开其他支路,然后其常开触点闭合
,相当于点动控制KM1→M1,使得齿轮转动一下以利于啮合;如果点动一
次齿轮还不能啮合,可以重复进行上述动作。
④主轴换刀控制:在上刀或换刀时,主轴应处于制动状态,以避免发生事
故。此时只要将换刀制动开关SA1扳至“接通”位置,其常闭触点SA1-2
(4-6)断开控制电路,保证在换刀时候机床没有任何动作;其常开触点
SA1-1(105-107)接通制动电磁铁YC1,使主轴处于制动状态。换刀结束后
。要将换刀制动开关SA1扳回至“断开”位置。好铣床,滕州扬力造!