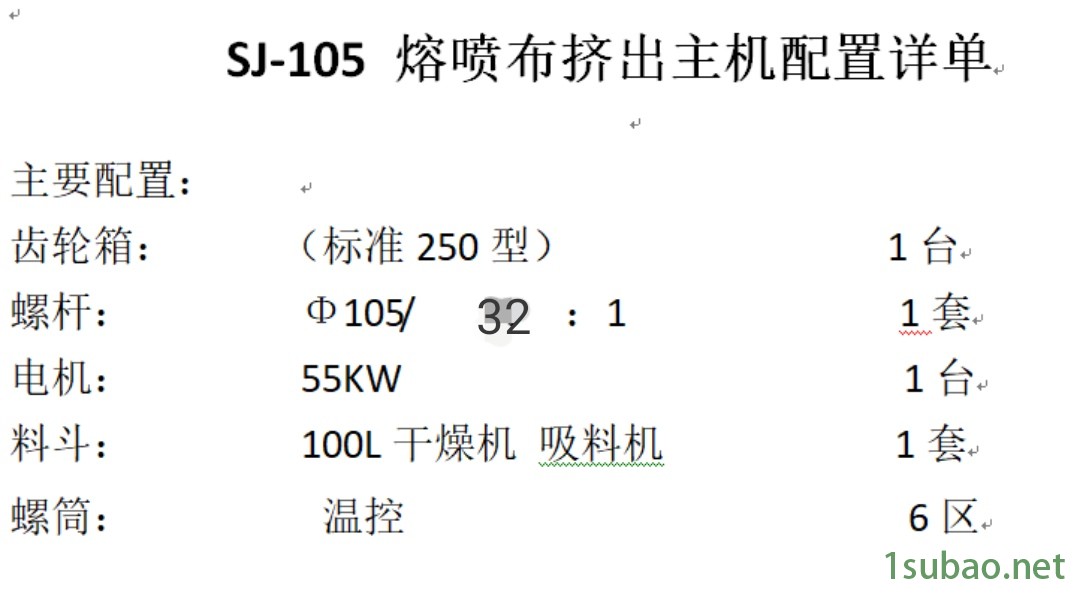
| 品牌 : | 安捷能 | 型号 : | 105机 |
| 种类 : | 片材挤出机 | 螺杆数 : | 单螺杆 |
| 售后服务 : | 24小时电话售后 | 产品别名 : | 熔喷布挤出机 |
| 产品用途 : | 熔喷布挤出机 | 螺杆直径 : | 105 |
| 挤出直径 : | 105 | 生产能力 : | 579 |
| 定位精度 : | 精准 | 外形尺寸 : | 长径比32:1 |
| 电动机功率 : | 55KW |
安捷能桐城专供口罩熔喷布105机挤出机现货先到先得
157#5327#4780
五.试车与操作
5.1机器的试车与操作
5.1.1检查机紧固部位是否有松动现象。
5.1.2检查齿轮减速箱内油位是否恰当(40#机油,油位至机窗2/3)。
5.1.3检查加料口内是否落入金属物或其他硬物质、杂物。
5.1.4检查各润滑点是否加足润滑油或润滑脂(钙基润滑脂)。
5.1.5各传动部分必须传动灵活。
5.1.6检查机简内是否有出厂前负荷试车的余料,若不抽出螺杆清理,必须充分预热或方可试车。
5.1.7按线路图仔细检查各控制线路是否正确,各热电偶安装是否正确。
5.1.8经检查各部位均正确无误后,即可加热试车。
5.2空运转试车
5.2.1先向机筒内加入适量HL-40机械油,接通电源,电控柜上指示灯亮。
5.2.2按下控制框上电机启动按(绿色),电机启动。
5.2.3轻轻转动“调频按纽”使机器在低速下做约5分钟空运转,空运转过程中注意检查螺杆旋转方向是否正确(面向机头旋向为顺时针)。
5.2.4检查风机旋转方向是否正确,接通各区加热器,检查线路是否准确和各电流表显示是否灵活可靠。 5.3负荷试车与操作
5.3负荷试车与操作
5.3.1根据所加工物料性能及其工艺温度,在温度调节仪上设定温度值.设定温度时应按加料区温度低.机头处温度高的顺序设定各加热区的温度(实际工作中可适当变更)
5.3.2用普通水银温度计(测量范围0-300℃)与温度数显表校对设定温度,以确切掌握被加工原料的成型工艺温度.并做好试车记录
5.3.3当温度达到温度控制仪表设定值后,不得急于开车.须再保温30分钟,然后按5.2.1-5.2.2操作方法开车
5.3.4开车后使螺杆低速运转,打开料斗拉板缓慢加料,直至物料被挤出机头并仔细检查物料塑化良好后,再逐步增加投料量,调整螺杆转速,直至满足工艺要求.同时将冷却风机控制按纽旋到自动位置,以便电气联动,自动温控
5.3.5加料时应严禁金属物和其他异物混杂在物料中,以免损坏机器
5.3.6机器在工作中应注意检查电流表数值的变化,若电流突然增大,应立即停机.查明原因进行维修
5.3.7通常情况下,螺杆不允许反转以免破坏机器正常运转