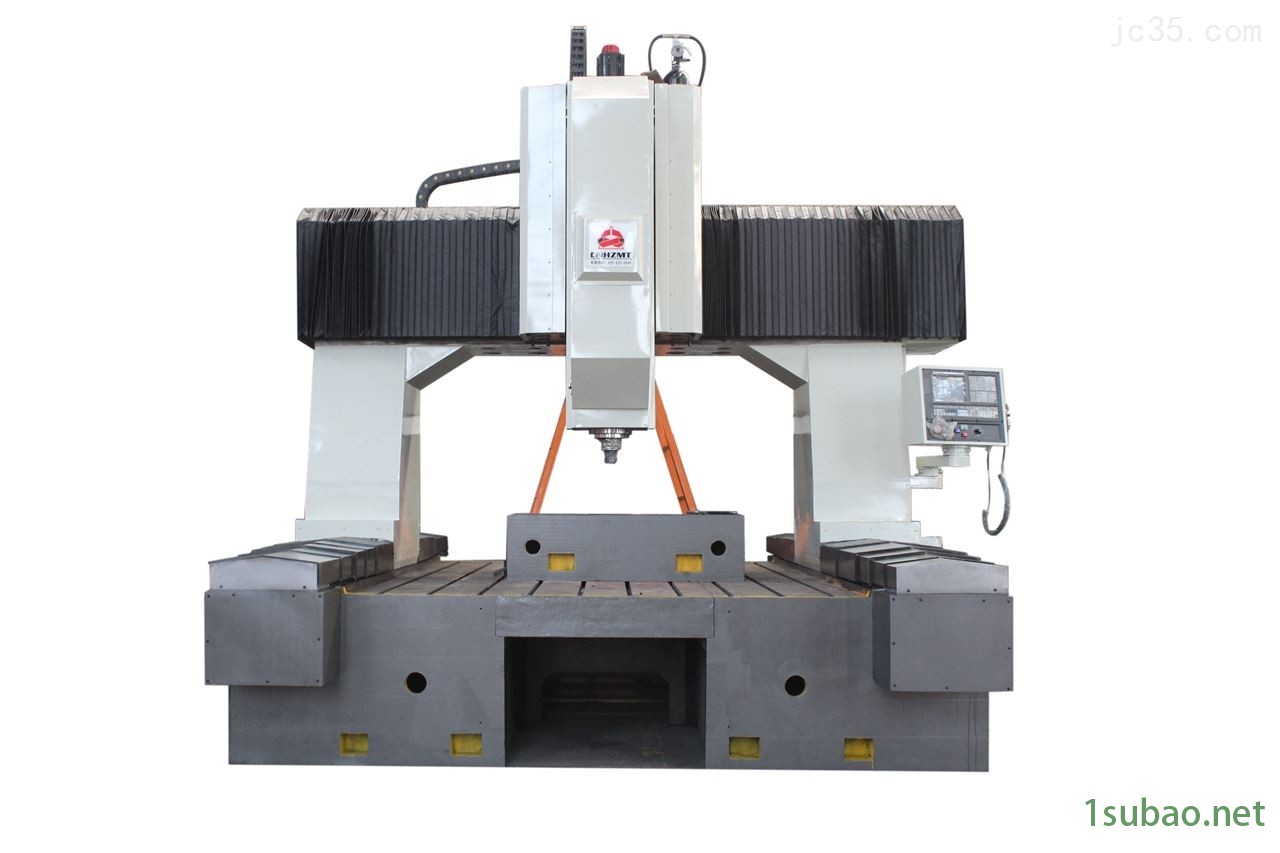
2525数控钻铣床高速钻攻中心
论高速钻铣床必须采用人工刮研的必要性
传统的人工刮研工艺,是机床高精、高效,持久稳定运行的保障。机床主体的龙门立柱、床身、 Z轴滑板、滑枕导轨面及安装面均采用人工刮研工艺,人工刮研是机床制造中不可或缺的工艺环节,它提高了机床各部分的相对精度,弥补了加工过程中因夹装受力扭曲,刀具磨损和加工设备精度不足而导致的零部件精度误差,在自然状态下大化的提高了设备精度。因此人工刮研工艺是机床高精度、持续稳定高效运行不可或缺的工艺环节。
启动力的高速钻铣床平均刮研时间在300小时以上,机床主体刚性,和稳定性俱佳,钻孔时刀具磨损量小,加工效率高,加工精度高。这些是机加工重要的衡量标准,是实实在在给企业带来效益的基本保障。
2525数控钻铣床高速钻攻中心
高速钻铣床安全技术操作规程
1 必须遵守《数控钻铣床安全技术操作规程》。
2 工作前检查机床传动部位是否可靠,机床行程挡板是否装好,符合工作要求,然后再开车。
3 工件、刀具要装卡牢固,装卡工件所用工具要安全可靠,不准用一般扳手加套管装卸工件。
4 数控龙门钻铣床工作时,不准将脚蹬在床面上,更不准在工作台上站立或就坐。
5 使用起重设备或挂绳装卸工件时,必须遵守《起重设备安全技术操作规程》和《挂绳工安全技术操作规程》。
6 工作区内必须有防护挡板,防止飞屑伤人。场地要有适当的安全空间,工件码放要遵守定置管理规定。
7 铣切各种工件,特别是在粗铣时,开始应进行缓慢切削。
8 在切削中,不准变速和调整刀具,禁止用手摸或测量工件,人体、头和手不准接近刀具。
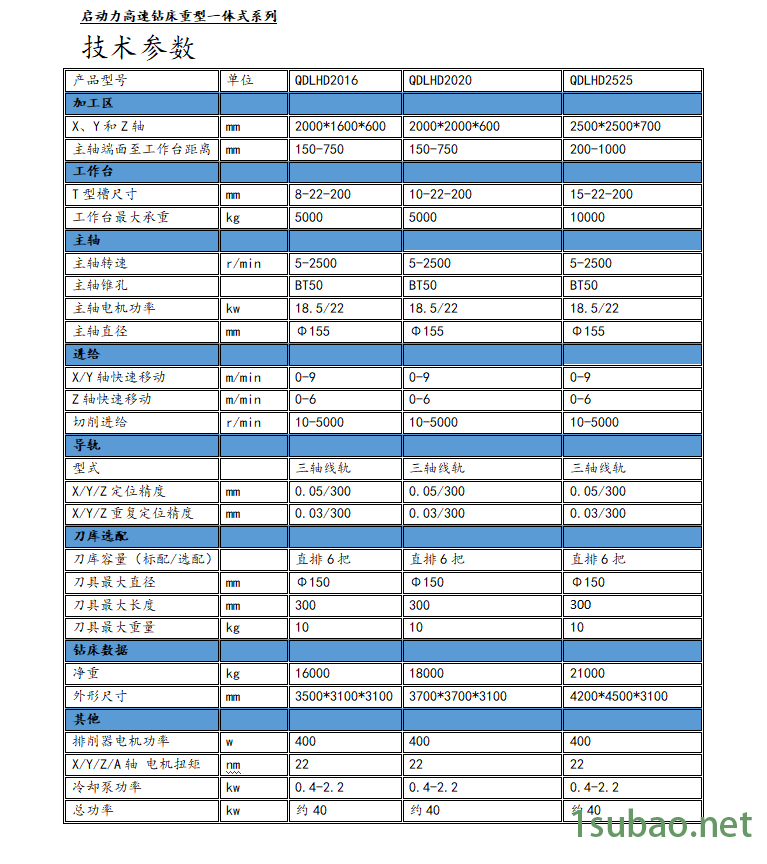
技术参数