
| 种类 | 气动注塑机 |
|---|---|
| 产品别名 | 成型机 |
| 产品用途 | 电池成型 |
| 螺杆直径 | 20(mm) |
| 电动机功率 | 1.5(kw) |
| 合模力 | 10(kN) |
| 重量 | 220(kg) |
| 售后服务 | 保修半年 |
| 品牌 | 鑫科 |
| 型号 | XK0806 |
| 产品名称 | 产品说明 |
| 各种机械设备 | 专业回收销售二手机械设备,如:波峰焊,回流焊,贴片机,冲床铣床磨床,水帘柜烤箱喷涂设备,流水线,注塑机 |
波峰焊是指将熔化的软钎焊料(铅锡合金),经电动泵或电磁泵喷流成设计要求的焊料波峰,亦可通过向焊料池注入氮气来形成,使预先装有元器件的印制板通过焊料波峰,实现元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。波峰焊流程:将元件插入相应的元件孔中 →预涂助焊剂→ 预热(温度90-100℃,长度1-1.2m) → 波峰焊(220-240℃)冷却 → 切除多余插件脚 → 检查。回流焊工艺是通过重新熔化预先分配到印制板焊盘上的膏状软钎焊

波峰焊
料,实现表面组装元器件焊端或引脚与印制板焊盘之间机械与电气连接的软钎焊。波峰焊随着人们对环境保护意识的增强有了新的焊接工艺。以前的是采用锡铅合金,但是铅是重金属对人体有很大的伤害。于是促生了无铅工艺,采用*锡银铜合金*和特殊的助焊剂,且焊接温度的要求更高的预热温度。在大多数不需要小型化和大功率的产品上仍然在使用穿孔(TH)或混和技术线路板,比如电视机、家庭音像设备以及数字**等,仍然都在用穿孔元件,因此需要用到波峰焊。从工艺角度上看,波峰焊机器只能提供很少一点**的设备运行参数调整。
1概念

高速贴片机
全自动贴片机是用来实现高速、高精度地全自动地贴放元器件的设备,是整个SMT生产中****复杂的设备。贴片机是SMT的生产线中的主要设备,贴片机已从早期的低速机械贴片机发展为高速光学对中贴片机,并向多功能、柔性连接模块化发展。2品牌SONY索尼(日本)、Assembleon安比昂、Siemens西门子(德国)、Panasonic松下(日本)、FUJI富士(日本)、YAMAHA雅马哈(日本)、JUKI(日本)、MIRAE(韩国)、SAMSUNG三星(韩国)、EVEST元利盛(中国台湾)、 环球UNIVERSAL(美国)等。3分类
贴片机的生产厂家很多,则种类也较多。贴片机的分类如下。按速度分中速贴片机高速贴片机超高速贴片机特点:4万片/h以上,采用旋转式多头系统。Assembleo-FCM型和FUJI-QP-132型贴片机均装有16个贴片头,其贴片速度分别达9.6万片/h和12.7万片/h。按功能分高速/超高速贴片机特点:主要以贴片式元件为主体,贴片器件品种不多。多功能贴片机特点:能贴装大型器件和异型器件。按方式分顺序式贴片机特点:它是按照顺序将元器件一个一个贴到PCB上,通常见到的**是该类贴片机。同时式贴片机特点:使用放置圆柱式元件的专用料斗,一个动作**能将元件全部贴装到PCB相应的焊盘上。产品更换时,所有料斗全部更换,已很少使用。同时在线式贴片机特点:由多个贴片头组合而成,依次同时对一块PCB贴片,assembleon-FCM**是该类。自动化分全自动机电一体化贴片机特点:大部分贴片机**是该类。手动式贴片机特点:手动贴片头安装在Y轴头部,X、Y、e定位可以靠人手的移动和旋转来校正位置。主要用于新产品开发,具有价廉的优点。

1概述编辑介绍注塑机又名注射成型机或注射机,很多工厂叫啤机(pi ji),注塑产品叫啤件。它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机按照注射装置和锁模装置的排列方式,可分为立式、卧式和立卧复合式。产品注塑机是塑料加工业中使用量**大的加工机械,不仅有大量的产品可用注塑机直接生产,而且还是组成注拉吹工艺的关键设备。中国已成为世界塑机台件生产的**大国,促进中国注塑机设备制造业发展的原因在于:一是与国际**企业进行合资及技术合作;二是中国企业逐渐适应了机械零部件的国际釆购方式,掌握了釆购渠道。同时,我国注塑机的生产还呈现出很强的区域特色,浙江的宁波和广东的东莞等地,已成为我国乃至全球重要的注塑机生产基地。2结构功能编辑简介注塑机通常由注射系统、合模系统、液压传动系统、电气控制系统、润滑系统、加热及冷却系统、安全监测系统等组成。注射系统注射系统的作用:注射系统是注塑机**的组成部分之一,一般有柱塞式、螺杆式、螺杆预塑柱塞注

立式注塑机
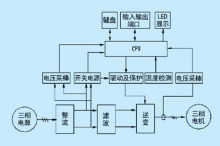
射式3种主要形式。目前应用**泛的是螺杆式。其作用是,在注塑料机的一个循环中,能在规定的时间内将一定数量的塑料加热塑化后,在一定的压力和速度下,通过螺杆将熔融塑料注入模具型腔中。注射结束后,对注射到模腔中的熔料保持定型。注射系统的组成:注射系统由塑化装置和动力传递装置组成。螺杆式注塑机塑化装置主要由加料装置、料筒、螺杆、过胶组件、射嘴部分组成。动力传递装置包括注射油缸、注射座移动油缸以及螺杆驱动装置(熔胶马达)。合模系统+合模系统的作用:合模系统的作用是保证模具闭合、开启及顶出制品。同时,在模具闭合后,供给模具足够的锁模力,以抵抗熔融塑料进入模腔产生的模腔压力,防止模具开缝,造成制品的不良现状。合模系统的组成:合模系统主要由合模装置、机绞、调模机构、顶出机构、前后固定模板、移动模板、合模油缸和安全保护机构组成。液压系统液压传动系统的作用是实现注塑机按工艺过程所要求的各种动作提供动力,并满足注塑机各部分所需压力、速度、温度等的要求。它主要由各自种液压元件和液压辅助元件所组成,其中油泵和电机是注塑机的动力来源。各种阀控制油液压力和流量,从而满足注射成型工艺各项要求。电气控制电气控制系统与液压系统合理配合,可实现注射机的工艺过程要求(压力、温度、速度、时间)和各种原理示意图
程序动作。主要由电器、电子元件、仪表、加热器、传感器等组成。一般有四种控制方式,手动、半自动、全自动、调整。加热/冷却加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温必须加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。润滑系统润滑系统是注塑机的动模板、调模装置、连杆机铰、射台等处有相对运动的部位提供润滑条件的回路,以便减少能耗和提高零件寿命,润滑可以是定期的手动润滑,也可以是自动电动润滑;安全监测注塑机的安全装置主要是用来保护人、机安全的装置。主要由安全门、安全挡板、液压阀、限位开关、光电检测元件等组成,实现电气——机械——液压的联锁保护。监测系统主要对注塑机的油温、料温、系统超载,以及工艺和设备故障进行监测,发现异常情况进行指示或报警。3工作原理编辑注塑机的工作原理与打针用的注射器相似,它是借助螺杆(或柱塞)的推力,将已塑化好的熔融状态(即粘流态)的塑料注射入闭合好的模腔内,经固化定型后取得制品的工艺过程。注射成型是一个循环的过程,每一周期主要包括:定量加料—熔融塑化—施压注射—充模冷却—启模取件。取出塑件后又再闭模,进行下一个循环。注塑机操作项目:注塑机操作项目包括控制键盘操作、电器控制系统操作和液压系统操作三个方面。分别进行注射过程动作、加料动作、注射压力、注射速度、顶出型式的选择,料筒各段温度的监控,注射压力和背压压力的调节等。一般螺杆式注塑机的成型工艺过程是:首先将粒状或粉状塑料加入机筒内,并通过螺杆的旋转和机筒外壁加热使塑料成为熔融状态,然后机器进行合模和注射座前移,使喷嘴贴紧模具的浇口道,接着向注射缸通入压力油,使螺杆向前推进,从而以很高的压力和较快的速度将熔料注入温度较低的闭合模具内,经过一定时间和压力保持(又称保压)、冷却,使其固化成型,便可开模取出制品(保压的目的是防止模腔中熔料的反流、向模腔内补充物料,以及保证制品具有一定的密度和尺寸公差)。注射成型的基本要求是塑化、注射和成型。塑化是实现和保证成型制品质量的前提,而为满足成型的要求,注射必须保证有足够的压力和速度。同时,由于注射压力很高,相应地在模腔中产生很高的压力(模腔内的平均压力一般在20~45MPa之间),因此必须有足够大的合模力。由此可见,注射装置和合模装置是注塑机的关键部件。对塑料制品的评价主要有三个方面**是外观质量,包括完整性、颜色、光泽等;第二是尺寸和相对位置间的准确性;第三是与用途相应的物理性能、化学性能、电性能等。这些质量要求又根据制品使用场合的不同,要求的尺度也不同。制品的缺陷主要在于模具的设计、制造精度和磨损程度等方面。但事实上,塑料加工厂的技术人员往往苦于面对用工艺手段来弥补模具缺陷带来的问题而成效不大的困难局面。生产过程中工艺的调节是提高制品质量和产量的必要途径。由于注塑周期本身很短,如果工艺条件掌握不好,废品**会源源不绝。在调整工艺时**好一次只改变一个条件,多观察几回,如果压力、温度、时间统统一起调的话,很易造成混乱和误解,出了问题也不知道是何道理。调整工艺的措施、手段是多方面的。例如:解决制品注不满的问题**有十多个可能的解决途径,要选择出解决问题症结的一、二个主要方案,才能真正解决问题。此外,还应注意解决方案中的辨证关系。比如:制品出现了凹陷,有时要提高料温,有时要降低料温;有时要增加料量,有时要减少料量。要承认逆向措施的解决问题的可行性。