





 生成海报
生成海报







- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
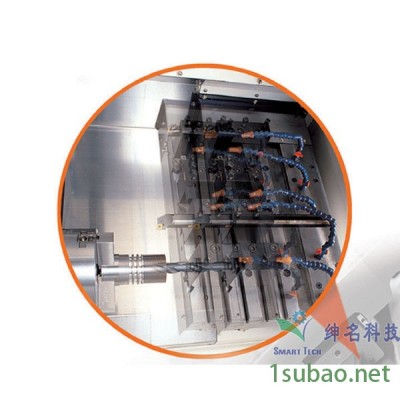
拉床组成结构
首先咱们来了解下卧式内拉床的组成结构:
1、头部:拉刀的夹持部分,用于传递拉力。
2、颈部:头部与过渡锥部之间的连接部分,清洗机哪家好,并便于头部穿过拉床挡壁,也是打标记的地方。
3、过渡锥部:使拉刀前导部易于进入工件孔中,起对准中心的作用。
4、前导部:起引导作用,防止拉刀进入工件孔后发生歪斜,并可检查拉前孔径是否符合要求。
5、切削部:担负切削工作,切除工件上所有余量,由粗切齿、过渡齿与精切齿三部分组成。
6、校准部:切削很少,只切去工件弹性恢复量,起提高工件加工精度和表面质量的作用,也作为精切齿的后备齿。
拉床使用注意事项
在进行高速数控硬拉床拉削前要注意以下事项:
1、若加工表面有氧化皮层或其它垢物,应在拉削前采用喷砂或酸洗等方法除去。
2、工件形状应尽可能简单,孔壁厚薄应尽量均匀,以免拉削后的孔表面发生变形,影响精度。
3、拉削时的基面必须平整光滑,并应为前一工序的钻孔基面,否则应采用球面支承夹具。
4、毛坯表面的冷硬层应避免直接和拉刀刃口直接触,否则会使刀齿迅速磨钝,因此一般在拉削前都需先经过其它切削,但如采用轮芭式拉刀或综合轮切式拉刀,由于齿升量较大,刀齿刃口能切入冷硬层表面内,故有可能直接在毛坏表面进行拉削。
5、对于较短工件,其长度小于拉刀两个齿距时,可用夹具把几个工件紧固在一起拉削,但必须注意将工件夹紧,不使松动,否则会损坏拉刀刀齿。
6、工件硬度在HB180-210之间时,经拉削后能得到较好的表面质量,如低于HB170或高于HB240JF,都必须进行预先热处理,黑龙江清洗机,改变硬度,改善切削性能。
7、拉削前孔径必须保证一定的几何精度。拉刀前导部应能完全穿入孔内,穿不进或只穿过一半时,是不能进行拉削的,否则会造成拉刀弯曲或折断。一般要求孔的精度能达到H11-H13之间,拉削前的工件表面粗糙度不宜过小,一般在Ra1.6-6.4微米。
8、拉削前孔两端要进行倒角,以免毛刺影响拉刀的通过及工件的定位。
拉床提跳精度的措施分享
1、提高拉刀轴线与工作台面的垂直度
刀座中轴线与工作台面垂直度一般要求0.03/300。但是因为加工误差和装配的累积误差,这一数值往往不能达到。因此一般采用配铲的装配工艺来修正刀座安装面,终满足垂直度要求。
2、提高工作台主运动方向与工件端面垂直度
(1)提高工作台面与主运动方向的垂直度:根据立式拉床精度检验规范,工作台面与主运动方向的垂直度需达到0.03/300,此精度的实现,主要由大件加工精度和线轨精度保证。
(2)提高基准金安装面与工作台面的平行度:基准金上平面与工件连接,下平面与工作台面连接。因此基准金与工作台越贴合、接触斑点越多,工件拉出的端跳越好。基准金与工作台采用配铲的装配工艺,能大大提高接触面积和接触刚性,使工件受力均匀,工件端面圆跳精度提高。
3、提高设备主体件刚性
除了加工精度和装配精度,机床主体刚性也直接影响拉削精度。因此在设计拉床大件时,必须选择适当的筋板厚度,以提大件自身的固有频率,并合理排布筋板位置及形状。机床安装到工厂时,清洗机加工,优先考虑铺设一定厚度的地基,并将将机床地脚浇注牢固,配以减震垫铁,这样可以减少发生震动的可能。
清洗机公司-黑龙江清洗机-北京绅名科技由北京绅名科技有限公司提供。北京绅名科技有限公司实力不俗,信誉可靠,在北京 朝阳区 的组合机床等行业积累了大批忠诚的客户。北京绅名科技带着精益求精的工作态度和不断的完善创新理念和您携手步入辉煌,共创美好未来!









