









 生成海报
生成海报












机床*车床6140X1000普通车床
机床*车床6140X1000普通车床
产品特点:
本机床具有广泛用途,主要用于各种回转体零件的外园、内孔、端面、锥度、切槽及公制螺纹、径节螺纹等的车削加工,此外还可以用来进行钻孔、铰孔、套料、扩孔、滚花、拉油槽等加工。
本机床还适合于使用硬质合金刀具对各种黑色金属和有色金属进行强力切削和高速切削;性能好,操纵方便,美观宜人;适用于单件、中小批生产使用。
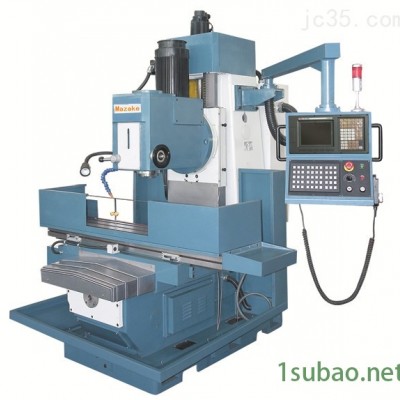
CA6140卧式车床
产品介绍:床身宽于一般车床,具有较高的钢度,导轨面经中类淬火经久耐磨。机床操作灵便集中,溜板设有快移机构,采用单手柄形象化操作,宜人性好,机床结构钢度与传动钢度均高于一般车床,功率利用率高,适用于强力高速切削主轴孔径大,可选用附件齐全。
卧式车床技术参数 | CA6140/CA6240B | CA6150/CA6250B |
床身上大工件直径 | 400MM | 500MM |
刀架上大工件直径 | 210MM | 300MM |
马鞍槽大工件直径 | 630MM | 720MM |
马鞍槽有效长度 | 210MM | 210MM |
大工件长度 | 750---2000MM | 750-4000MM |
床身宽度 | 400MM | 400MM |
刀杆截面 | 25X25MM | 25X25MM |
主轴转速范围 | 10-1400RPM(24种) | 10-1400RPM(24种) |
主轴内孔 | 52(80)MM | 52(80)MM |
主轴孔锥度 | 莫氏NO.6(MT6) | 莫氏NO.6(MT6) |
进给数量 | 64种 | 64种 |
公制螺纹 | (1-192MM)44种 | (1-192MM)44种 |
英制螺纹 | (2-24TPI)21种 | (2-24TPI)21种 |
模数螺纹 | 0.25-48(模数39种) | 0.25-48(模数39种) |
经节螺纹 | 1-96DP(37种) | 1-96DP(37种) |
尾座主轴大行程 | 150MM | 150MM |
尾座主轴直径 | 75MM | 75MM |
尾座主轴孔锥度 | 莫氏NO.5(MT5) | 莫氏NO.5(MT5) |
主电机 | 7.5KW | 7.5KW |
包装尺寸X750 | 2440X1140X1750 | 2400X1140X1750 |
包装尺寸X1000 | 2650X1140X1750 | 2260X1140X1750 |
包装尺寸X1500 | 3150X1140X1750 | 2650X1140X1750 |
包装尺寸X2000 | 3650X1140X1750 | 3650X1140X1750 |
包装尺寸X2200 | 4030X1140X1750 | 4030X1140X1750 |
包装尺寸X3000 | 4800X1140X1750 | 4800X1140X1750 |
包装尺寸X4000 | 5680X1140X1750 | 5680X1140X1750 |
重量 | 毛重 净重 | 毛重 净重 |
重量X750 | 2100/ 1990 | 2170/ 2060 |
重量X1000 | 2190/ 2070 | 2260/ 2140 |
重量X1500 | 2350/ 2220 | 2420/ 2290 |
重量X2000 | 2720/ 2570 | 2790/ 2640 |
重量X2200 | 2800/ 2600 | 2940/ 2790 |
重量X3000 | 3300/ 3200 | 3450/ 3300 |
重量X4000 | 3500/ 3400 | 3750/ 3600 |
车床安全操作规程
•操作前要紧身*,袖口扣紧,上衣下摆不能敞开,严禁戴手套,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。要戴好防护镜,以防铁屑飞溅伤眼。
•车床开动前,必须按照安全操作的要求,正确穿戴好劳动保护用品,必须认真仔细检查机床各部件和防护装置是否完好,安全可靠,加油润滑机床,并作低速空载运行2—3分钟,检查机床运转是否正常。
•装卸卡盘和大件时,要检查周围有无障碍物,垫好木板,以保护床面,并要卡住、顶牢、架好,车偏重物时要按轻重搞好平衡,工件及工具的装夹要紧固,以防工件或工具从夹具中飞出,卡盘扳手、套筒扳手要拿下。
•机床运转时,严禁戴手套操作;严禁用手触摸机床的旋转部分;严禁在车床运转中隔着车床传送物件。装卸工件,安装刀具,加油以及打扫切屑,均应停车进行。清除铁屑应用刷子或钩子,禁止用手清理。
•机床运转时,不准测量工件,不准用手去刹转动的卡盘;用砂纸时,应放在锉刀上,严禁戴手套用砂纸操作,磨破的砂纸不准使用,不准使用无柄锉刀,不得用正反车电闸作刹车,应经中间刹车过程。
6..加工工件按机床技术要求选择切削用量,以免机床过载造成意外事故。
7.加工切削时,停车时应将刀退出。切削长轴类须使用中心架,防止工件弯曲变形伤人;伸入床头的棒料长度不超过床头立轴之外,并慢车加工,伸出时应注意防护。
8.高速切削时,应有防护罩,工件、工具的固定要牢固,当铁屑飞溅严重时,应在机床周围安装挡板使之与操作区隔离。
9.机床运转时,操作者不能离开机床,发观机床运转不正常时,应立即停车,请维修工检查修理。当突然停电时,要立即关闭机床,并将刀具退出工作部位。
10.工作时必须侧身站在操作位置,禁止身体正面对着转动的工件。
11.工作结束时,应切断机床电源或总电源,将刀具和工件从工作部位退出,清理安放好所使用的工、夹、量具,并清扫机床。
12.每台机床上均应装设局部照明灯,机床上照明应使用安全电压(36V以下)。










