









 生成海报
生成海报


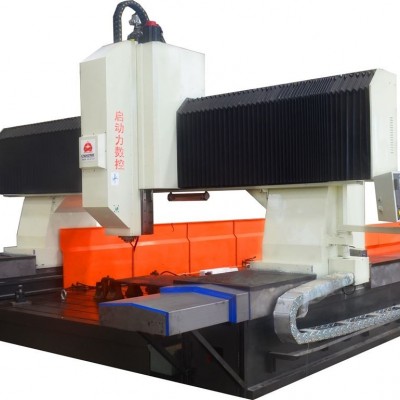




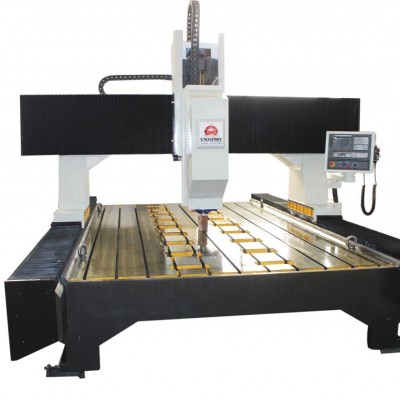
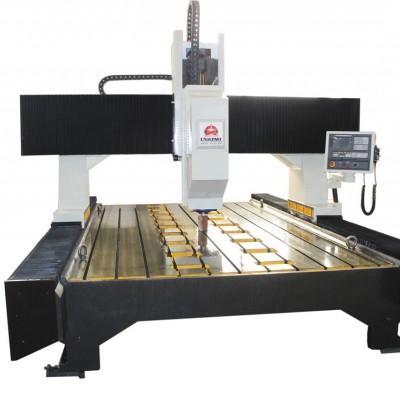



供应高速龙门高速钻铣床质保一年大型厂家
供应高速龙门高速钻铣床质保一年大型厂家
龙门高速钻铣床配有自动润滑装置,可以对各处导轨、丝杠、轴承等运动副进行自动润滑。解除了设备维护的后顾之忧。机床X轴、Y轴均配备防尘防护罩,工作台四周安装有防水溅挡板。

快速夹紧系统(可以选配)
可选配快速夹紧液压系统,用以完成工件的快速夹紧。
全数字数控控制系统
1)、具备断屑功能,可在人机界面上设定断屑时间和断屑周期。
2)、具备提刀排屑功能,可在人机界面上设定提刀高度,钻削到此高度时,钻头正转快速提起至工件上方,再快进至钻削面并自动转换为工进。
3)、具备CAD图形自动转换成加工程序功能。
4)、具备根据不同的孔径自动调整进给量与转速功能。
5)、集中式操作控制箱及手持单元。为方便编程、存储、显示和通讯,操作界面具有人机对话、误差补偿、自动报警等功能。
6)、工件孔位可采用键盘或CAD软盘输入后自动生成加工程序,或通过RS232接口输入加工程序进行数控加工。该设备具备加工前孔位预演和复检功能,操作十分方便。
7)、机床使用正常条件
电源:三相AC380V±10%,50Hz±1
环境温度:0°~45°
本机床可进行故障检测、报警,报警界面全中文,机床电柜采用全封闭式。
七、龙门高速钻铣床机床精度执行标准
GB/T9061-1988.金属切削机床通用技术条件。GB5226-1-2002.机械安全、机械电气设备通用技术条件。JB/T10051-99金属切削机床液压系统通用技术条件。JB/T6105-92数控机床液压泵站技术条件。JB/T7452-94数控机床润滑系统供油装置技术条件。JB/T8356.2-96机床包装技术条件。GB15760-1995.金属切削机床安全防护通用技术条件。机床计量单位采用法定单位。机床几何精度、工作精度、数控精度,按照现行标准及相关标准制定的出厂精度检验单执行。八、龙门高速钻铣床技术参数:
| 型号 | QDLPD1616 | |
| zui大加工工件尺寸 | zui大钻孔及铣削中心距(长×宽)(mm) | 1600×1600 |
| zui大加工高度(mm) | 300 | |
| T型槽尺寸 | 22mm | |
| 钻铣削动力箱 | 数量 | 1 |
| 主轴锥孔 | BT50 加工中心主轴 | |
| zui大钻孔直径(mm) | Φ50 | |
| 主轴转速(r/min) | 50-3000 | |
| 伺服主轴电机功率(kW) | 11kW | |
| 主轴下端面到工作台面距离(mm) | 500 | |
| 动力头纵向移动 | zui大行程(mm) | 2000 |
| (X轴双驱) | X轴移动速度(m/min) | 0-9 |
| X轴伺服电机功率(kW) | 2.4KW | |
| X轴线轨 | 型号:45(2条) | |
| X轴丝杠 | 型号:4010 | |
| 动力头横向移动 | zui大行程(mm) | 2000 |
| (Y轴) | Y轴移动速度(m/min) | 0-9 |
| Y轴伺服电机功率(kW) | 2.4KW | |
| Y轴线轨 | 型号:45(2条) | |
| Y轴丝杠 | 型号:4010 | |
| 动力头滑台垂直行程(Z轴) | Z轴行程(mm) | 500 |
| Z轴进给速度(m/min) | 0-5 | |
| Z轴伺服电机功率(kW) | 2.4KW(带抱闸) | |
| Z轴线轨 | 型号:45(2条) | |
| Z轴丝杠 | 型号:5010 | |
| 定位精度 | X、Y、Z轴(mm) | ≤0.05/300 |
| 重复定位精度 | X、Y、Z轴(mm) | ≤0.03/300 |
| 排屑和冷却 | 排屑器型式 | 平板链式 |
| 排屑速度(m/min) | 1m/min | |
| 排屑器电机功率(kW) | 400W | |
| 冷却 | 冷却泵电机功率(kW) | 400W |
| 机床外形尺寸 | 长×宽×高(mm) | 约 3200x2500x2800 |
| 机床形式 | 铸铁整体铸造加工 | 铸铁整体铸造加工 |
| 机床总重 | QDLPD1616 | 净重约:10T |










