







 生成海报
生成海报




| 材质 | 金刚石 |
|---|---|
| 产地 | 河南郑州 |
| 工艺 | 树脂 |
| 规格 | 100# |
| 厚度 | 45/35 |
| 粒度 | 100# |
| 适用范围 | 硬质合金、光学玻璃 |
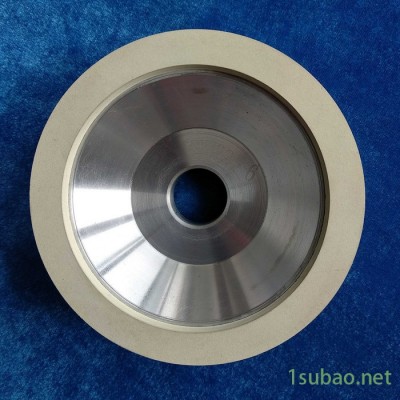
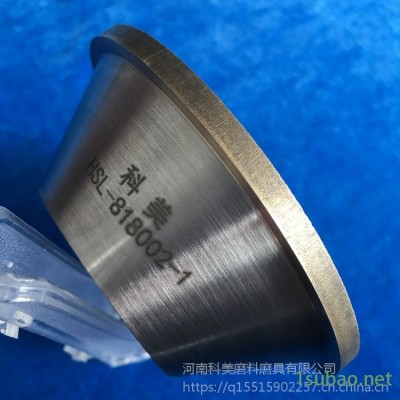
| 形状 | 杯型 |
| 适用行业 | 硬质合金 |
| 结合剂 | 树脂砂轮 |
| 发货期限 | 10天 |
| 品牌 | 科美 |
| 加工定制 | 是 |
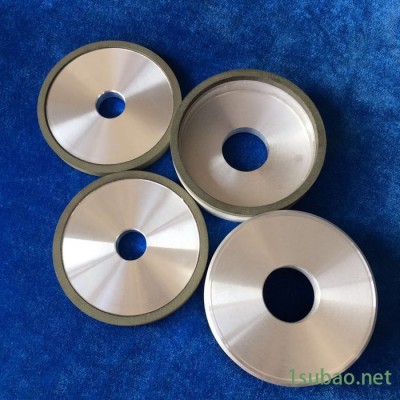
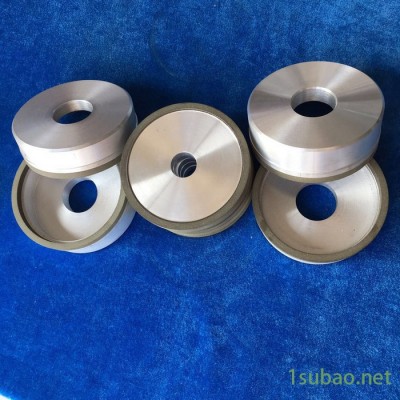
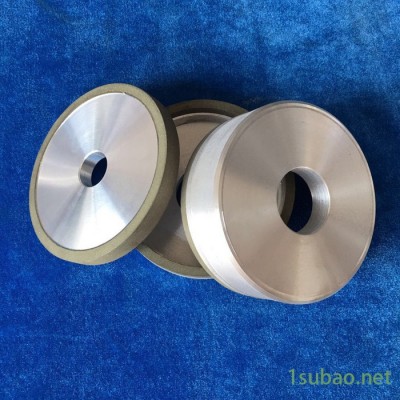
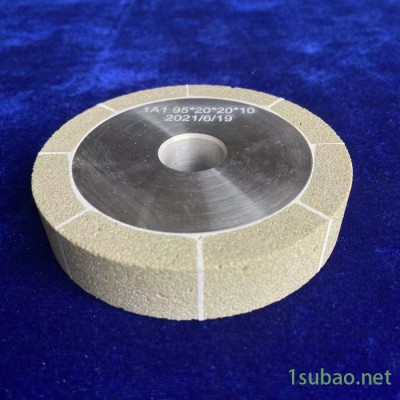
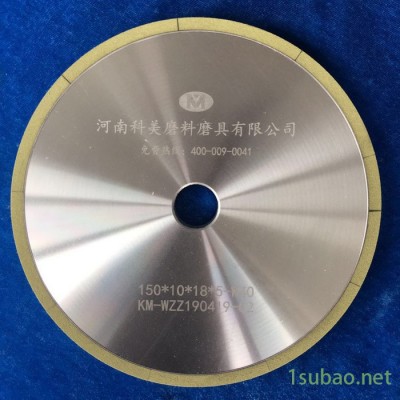
科美 125 【125直径砂轮】 树脂杯型硬质合金砂轮 钨钢磨床用砂轮 平行单斜边砂轮 非标订做13283803553
超硬材料树脂磨具的一般特性
超硬材料树脂磨具磨削效率高,磨具消耗较快;自锐性好,磨制发热量小。不易堵塞,
可减少出现烧伤工件的现象;磨具有一定的弹性,有利于改善工件表面的粗糙度,主要用于精磨、半精磨、刃磨、抛光等工序;制造工艺简单,生产周期短,成本低。
金刚石树脂磨具主要用作硬质合金、玻璃、陶瓷、铁氧体、半导体、电碳制品、耐火材
料、宝石、依合金和普通磨具的磨削、抛光或切割。CBN树脂磨具主要用作各种高速钢、轴承钢、铸铁、不锈钢、特殊合金钢等难磨材料的磨加工(包括珩磨)和抛光。
曾经由于超硬材料十分昂贵,为了节约超硬材料,充分发挥它的效用,又考虑到金刚
石及CBN砂轮耐磨,使用周期长,因此,在超硬磨具中增加一层过渡层。目前随着金刚石价格的迅速降低,过渡层已经在大多数超硬磨具中消失,只存在基体和工作层,
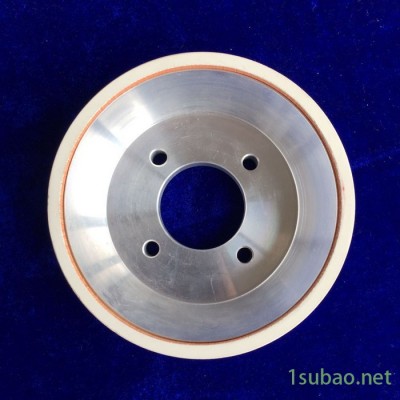
基体因为超硬材料磨具价格昂贵,所以它不能像普通磨具那样制成整体,只能在磨削层
部位采用超硬磨料,而且尽可能地窄些,其余部分只起着支撑磨削层、装卡在机床主轴上的作用,我们把这部分统称为基体。
基本包括:铝基体、钢基体、胶木基体、酚醛铝粉基体、纤维增强树脂基体和钛合金基
体等。
目前国内普遍使用锻造铝合金材料做基体。它属于Al-Mg-Si-Cu合金系,具有较高的强度、良好的塑性和可加工性。锻造铝合金的机械性能(如强度和刚性)介于钢和酚醛树脂之间,这意味着它的性能比钢更接近树脂。因此,在树脂砂轮中应用更基体的形状尺寸与砂轮相适应,可在机床上加工而成。加工表面粗糙度一般达到6/以上;为了与过渡层结合牢固,常在结合面上开沟槽和滚刀花。结合面较宽的可开多道沟槽,结合面较窄无法开槽的,只有滚花。沟槽一般为直槽,深1~2mm。大尺寸基体也可加深,但槽深与槽宽应有比例。窄而深的沟槽内,物料压制后密度低,强度低,起不到增强的作用。至是几种开槽基体的情况。为了便于成型和简化模具结构,对于异形砂轮基体,在成型之前一般先制成类似于平形砂轮的简单形状,待成型硬化之后,采用后加工方法车制所需要的准确几何形状。
磨粒切削刃的形状
磨粒切削刃的形状对磨粒的磨削能力、磨削精度和磨削表面粗糙度有着重要的
影响。锐利的切削刃很容易切入工件材料,所产生的磨削力则较小,由于磨粒在工件表
面上耕犁产生的塑性堆积较少,这意味着磨粒的切削性能是良好的。然而磨钝后的切刃
则使磨削力增大,同时产生大量的热,从而破坏磨削表面的完整性。
通常,切削刀具都有的规则的几何形状,而砂轮上的磨粒要做到这一点是不可能的。由于它是利用磨粒自然破碎面作为切削刃,所以其形状是非常不规则的。切削刃的形状可直接用显微镜或电子显微镜进行观测,也可以利用表面轮廓仪描绘的形状;或者间接地测定被磨表面上的磨削条痕,然后根据磨粒引起的水平分力值进行推定,以获得切削刃的形状。










