








 生成海报
生成海报| 产品类型 | 全新 |
|---|---|
| 动力类型 | 电动 |
| 控制形式 | 数控 |
| 类型 | 铣齿机 |
| 重量 | 315kg |
| 主电机功率 | 7.5kw |
| 是否库存 | 否 |
| 布局形式 | 卧式 |
| 作用对象材质 | 金属 |
| 品牌 | 兴源 |
| 型号 | xy |
| 最大加工模数 | 3 |
| 加工直径范围 | 10-100 |
| 加工精度等级 | 11.0 |
| 加工齿轮类型 | 直齿,弧齿,斜齿 |
| 最大加工齿数 | 100 |
目 录
一、 机床用途
二、 适用范围
三、 倒角效果及效率
四、 机床坐标轴
五、 技术参数
六、 操作流程
七、 倒角大小调整原理
八、 倒角进给运动控制原理及其实现
九、 机床配置
十、 电气配置
十一、 进给系统
十二、 刀具选择
一、 机床用途
1、内/外齿复合倒角
2、倒角大小任意调节
3、倒角尺寸一致
4、效率高
二、适用范围
本产品可广泛应用于各类中、大规格的内/外齿圈全自动倒角。
三、 倒角效果及效率
加工效率:
效率计算公式0.7mz,单位S,其中m为工件模数,z为工件齿数。
驱动滚轮线速度不低于3.14*0.5*190/1000=0.298m/min倒角不均匀度小于0.2mm。
| 轴名称 | 轴标识 |
| 主立柱进给 | X |
| 从动滚轮座进给 | X1X2 |
| 刀具前后移动进给 | X3X4 |
| 上下刀架进给 | Z1Z2 |
| 夹紧电机进给 | U |
| 龙门架进给 | W |
| 油缸上下进给 | W |
| 主轴刀具旋转 | SP1SP2 |
| 驱动滚轮旋转 | SP3SP4 |
|
|
|
五、 技术参数
| 参数项目 | 单位 | 参数指标 |
| 齿轮类型 |
| 内/外直齿圆柱齿圈 |
| 工件直径 | mm | 1500-5000 |
| 工件宽度 | mm | 150 |
| 倒角 | mm | 小于3×45°(倒角度数也可由刀具调整) |
| 上下驱动轮转速 | rpm | 1-1.5 |
| 工作台承重 | Kg | 5000 |
| 设备总功率 | kw | ≤10 |
| 电源 | V/Hz | AC380±10% 50Hz |
| 液压压力 | Mpa | 6 |
| 气源压力 | Mpa | 0.4~0.7 |
| 设备重量 | Kg | 6000 |
◆机床利用仿形测头按齿面形状在极坐标内实现仿形铣削加工;
◆利用刀架垂直进给伺服系统将上下刀架垂直滑台(带有主轴)处于正确
位置;
◆根据倒角设置值大小调整两刀架垂直滑台位置,满足倒角要求;
八、倒角进给运动控制原理及其实现
——机床利用仿形测头按齿面形状实现仿形铣削加工。
——刀架底座滑台沿径向后退,保证仿形头可靠地抵在齿面上,并使得两刀架
水平进给滑台的配重(或气缸)处于合适的张紧位置;
——工件在上、下驱动轮的驱动下实现周向旋转,仿形测头在气缸作用下实现
径向进给。铣削刀具在电主轴的驱动下高速旋转,并通过调节结构和仿形
头之间处于合适的位置,当仿形头抵在齿面上,铣刀恰好处于倒角工作位
置,实现倒角切削;
——当工件旋转一周后,完成一个齿圈的上、下面同时倒角。
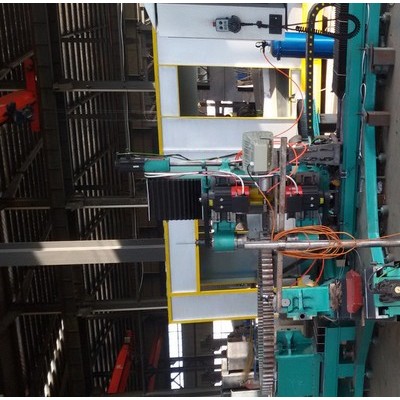
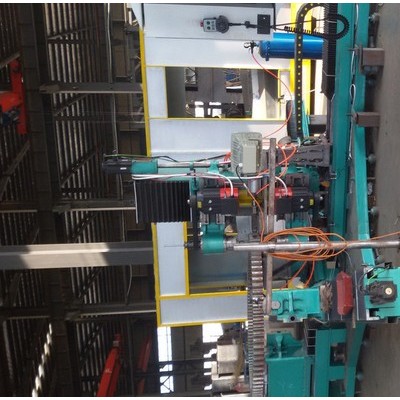
九、机床配置
1、 采用欧姆龙触摸屏开发的人机界面,具有良好的人机接口和容错性。
2、 用户只需输入齿数、模数、齿宽和倒角大小等主要参数。
3、 系统程序自动计算机床的初始化调整位置并进行相应的调整。
4、 控制系统将按设定的工艺流程实现倒角过程全自动化。
操作流程:
机床调整——手动回参考点——用户程序——输入工件信息——手动夹持工件——附件自动开启——自动倒棱
十、电气配置
电气系统整体控制方案采用“触摸屏+PLC+伺服驱动”模式。
欧姆龙 TP1200触摸屏
欧姆龙 PLC控制器
日本伺服和电机
通过触摸屏人际界面的开发,能实现工作参数的输入修改等功能。
只需要简单的上下料辅助工作,机床便可完成工件倒棱的自动化过程。
十一、进给系统
机床进给运动采用滑台结构形式实现,滑台均采用线轨和滚珠丝杠进行进给驱动。
十二、刀具选择
铣刀前端夹角大小和倒角在小匹配。

联系人:高经理
电话:0536-2621188
网址:www.xingyuankeji.com
地址:山东省高密市南外环路 SKDL-1600
双铣头齿轮棱机










