





 生成海报
生成海报






| 品牌 : | 硕朔 | 型号 : | 按图纸尺寸 |
| 类型 : | 侧铣刀 | 材质 : | 硬质合金 |
| 螺旋角 : | 0 | 槽数 : | 4个/6个 |
| 刃径 : | 按图纸尺寸 | 柄径 : | 按图纸尺寸 |
| 全长 : | 按图纸尺寸 | 是否涂层 : | 涂层 |
| 是否进口 : | 是 | 适用机床 : | 铣床 |
| 加工范围 : | 加工中心,数控机床 |
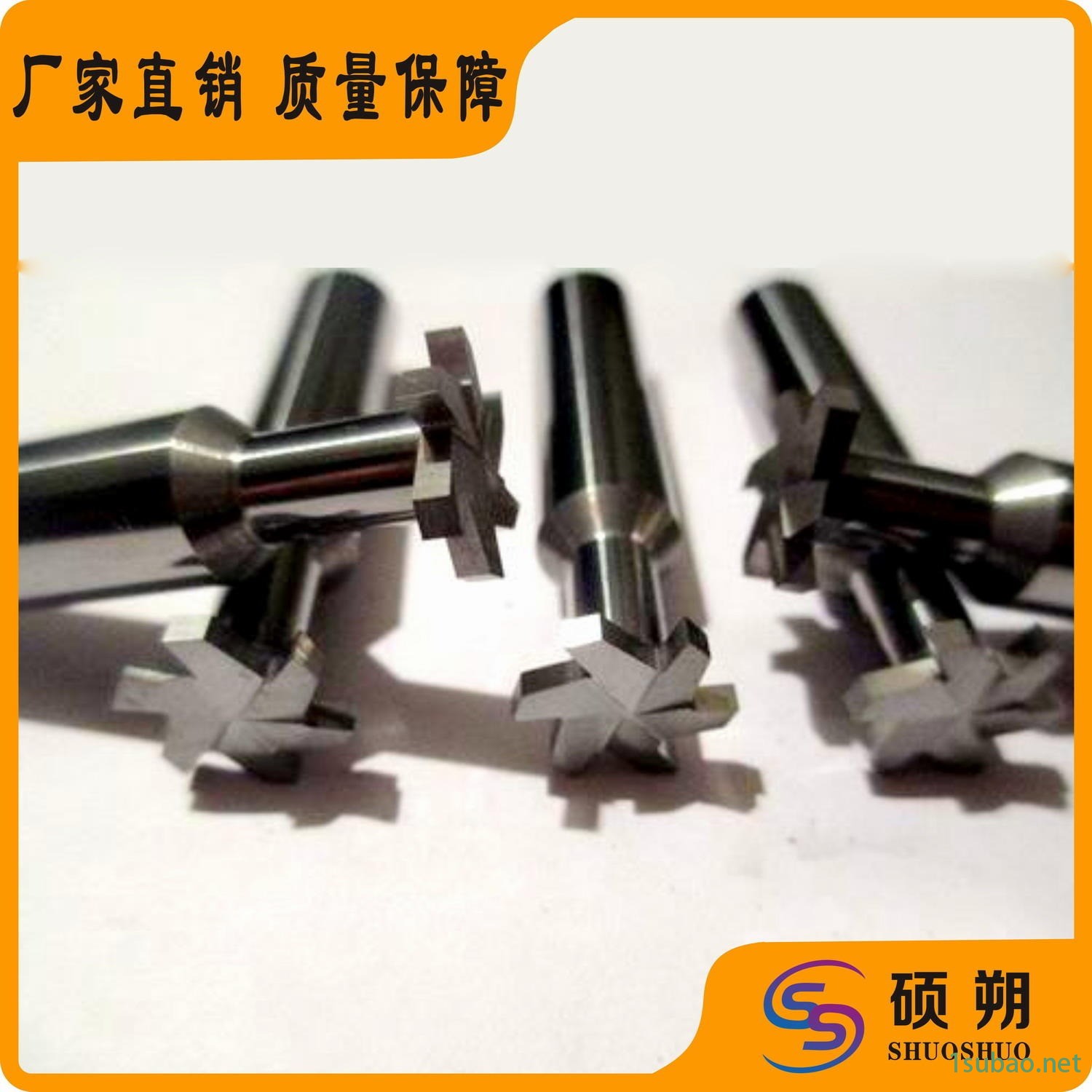
T型沟槽铣刀:薄壁沟槽加工用T型铣刀,包括刀头、刀杆,所述刀头外轮廓为圆柱形,刀杆为圆柱形,刀头顶端连接着刀杆的底端,且刀头与刀杆同中心轴,刀头圆周上分布着复数个螺旋状的刀齿,刀齿之间开设有大容量的容屑槽。特点:外圆柱铣刀设计,可解决现有薄壁沟槽加工中产生的加工振动以及工件受力变形的问题,辅以大容屑槽,实现薄壁沟槽的快速加工,提高薄壁沟槽的加工精度和效率,且结构简单、紧凑。

T型铣刀是一种高速切削理想刀具,对淬火钢上的工件上顺利铣削.T型铣刀能够提高产品光洁度.T型铣刀应用在汽车,机车,路桥电站设备,工程机械,建筑机械,通用机械,轻纺机械和机床工具等机械制造业的生产。
(1)生产率高铣削时铣刀连续转动,并且允许较高的铣削速度,因此具有较高的生产率。
(2)断续切削铣削时每个刀齿都在断续切削,尤其是端铣,铣削力波动大,故振动是不可避免的。当振动的频率与机床的固有频率相同或成倍数时,振动 为严重。另外,当高速铣削时刀齿还要经受周期性的冷、热冲击,容易出现裂纹和崩刃,使刀具耐用度下降。
(3)多刀多刃切削 铣刀的刀齿多,切削刃的总长度大,有利于提高刀具耐用度和生产率,优点不少。但也存在下述两个方面的问题:一是刀齿容易出现径向跳动,这将造成刀齿负荷不等,磨损不均匀,影响已加工表面质量;二是刀齿的容屑空间必须足够,否则会损坏刀齿。
(4)铣削方式不同 根据不同的加工条件,为提高刀具耐用度和生产率,可选用不同的铣削方式,如逆铣、顺铣或对称铣、不对称铣。

硕朔精密生产加工精密钨钢铣刀、钻头、铰刀、复合铣刀、台阶钻头、内冷钻头、中心钻、扩孔钻头、焊接刀具、焊接三面刃刀具、焊接成型刀具、舍弃式机夹刀杆、U钻;定做非标刀具,并提供标准钻头、铣刀、铰刀、丝锥数控修磨;来图来样均可定做加工。










