






 生成海报
生成海报












- 供货总量 : 不限
- 价格说明 : 议定
- 包装说明 : 不限
- 物流说明 : 货运及物流
- 交货说明 : 按订单
企业视频展播,请点击播放视频作者:湖北炜烜环保科技有限公司
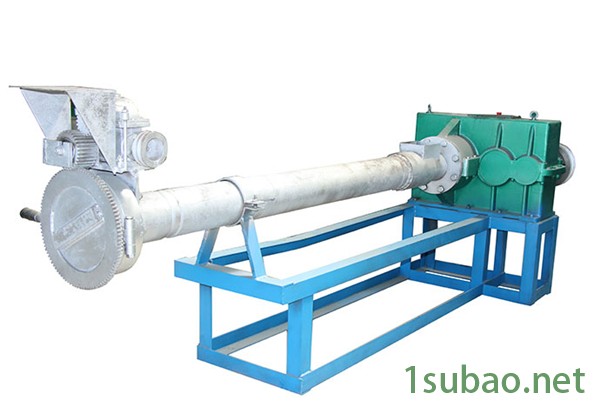
在塑料造粒机组中,导致塑料造粒机组在运行中出现摩擦离合器脱开,双螺杆塑料造粒机械生产厂家,机组联锁停车的原因可分为四大类:
(1)主电机系统故障
1、主电机扭矩过高或过低;2、主电机转速过低;3、主电机轴承温度过高;4、主电机绕组温度过高;5、主电机水冷的冷却器出入口温度过高;6、主电机轴承润滑油泵出口流量过低;7、主电机轴承润滑油泵出口压力过低;8、主电机水冷的冷却器水泄漏量过高等。
(2)传动系统故障
1、齿轮箱变速杆位置偏离;2、摩擦离合器的仪表风压力过高;3、摩擦离合器速度差过大;4、齿轮箱润滑油泵出口压力过低;5、齿轮箱润滑油泵出口油温过高;6、摩擦离合器内部故障等。
(3)螺杆工艺段故障
1、节流阀前后熔体压力过高;2、机头熔体压力过高;3、换网器前后熔体压差过大;4、开车阀转动故障等。
(4)水下切粒系统故障
1、切粒电机绕组温度过高;2、切粒机转速过低;3、切粒机扭矩过高;4、颗粒水旁通自动切换故障;5、颗粒水压力过高或过低;6、颗粒水流量过低;7、切粒机夹紧螺栓未把紧;8、切粒室旁路水阀未关;9、切粒机液压夹紧压力过低;10、切粒电机故障;11、液压切刀轴向进给压力过低等。
在上述故障原因中,出现频次较多的有:主电机系统的主电机扭矩过高或过低;传动系统的摩擦离合器故障;塑料造粒机螺杆工艺段系统的熔体压力高;水下切粒机系统故障等。
在使用环保塑料造粒机的过程中,机器可能会出现这样那样的问题,其中温度过高是比较常见的问题,下面给大家介绍一下问题的原因及其解决办法。
一、常见原因
1、油箱容积太小,双螺杆塑料造粒机械,散热面积不够,冷却装置其容量过小。
2、按快进速度选择油泵容量的定量泵供油系统,在工作时会有大部分多余的流量在高压下从溢流阀溢回而发热。
3、系统中卸荷回路出现故障或因未设置卸荷回路,停止工作时油泵不能卸荷,泵的全部流量在高压下溢流,生溢流损失而发热,导致温升。
二、解决办法
1、根据不同的负载要求,经常检查、调整溢流阀的压力,使之恰到好处。
2、改善运动件的润滑条件,以减少摩擦损失,有利于降低工作负荷、减少发热。
3、合理选择液压油,特别是油液粘度,在条件允许的情况下,尽量采用低一点的粘度以减少粘度摩擦损失。
4、提高液压元件和液压系统的装配质量与自身精度,严格控制配合件的配合间隙和改善润滑条件。采用摩擦系数小的密封材料和改进密封结构,尽可能降低液压缸的启动力,双螺杆塑料造粒机械生产线,以降低机械摩擦损失所产生的热量。
如果在使用环保塑料造粒机时发现上述问题,一定要及时解决,不能让造粒机高温工作,否则会损害机器,减少其使用寿命!我们一定要重视这个问题哦!
塑料造粒机在进行生产的时候需要注意的问题有哪些?大家一起来看一下吧:
1、塑料造粒机在操作的时候,料温未达到设定温度,保温时间不够时,不要开机运转螺杆。
2、不要使用带金属杂质或泥沙的地质回料,进料口附近不得放置可能掉入的金属物,以防加剧螺杆、机筒的磨损或产生卡死、损坏现象。
3、操作时要严格按操作规程要求,不得在非操作工位进行操作。要确保安全装置的可靠性,不得为追求效率破坏机器的安全防护措施。
4、出现故障或非正常情况时必须报告有关人员,并找维修人员进行处理。如发现有影响安全的不正常现象出现,立即按下急停开关。
5、操作要使用清洁度、粘度等指标均符合要求的液压油,并按规定为油冷却器提供足够流量的冷却水,双螺杆塑料造粒机械多少钱,以免液压元件喝管路因油液污染或高温产生阻塞、漏油等损坏现象。挤出机应给减速器加注符合要求的润滑油。
以上就是塑料造粒机在生产产品的时候一定要注意的一些事情,这样不仅,而且机器不会出现损坏。
双螺杆塑料造粒机械-炜煜环保公司型号齐全由湖北炜烜环保科技有限公司提供。湖北炜烜环保科技有限公司坚持“以人为本”的企业理念,拥有一支高素质的员工队伍,力求提供更好的产品和服务回馈社会,并欢迎广大新老客户光临惠顾,真诚合作、共创美好未来。炜烜环保科技——您可信赖的朋友,公司地址:枣阳市吴店镇姚岗村三组,联系人:吴经理。








100型废旧塑料再生造粒机")
